
 來源:天氏庫力 發(fā)布日期
2025-08-23 瀏覽:
來源:天氏庫力 發(fā)布日期
2025-08-23 瀏覽:在日常質(zhì)量檢驗中,你是否遇到過這些困惑?
1.來料批量大,全檢耗時耗力,抽多少才科學(xué)?
2.抽樣結(jié)果判定標(biāo)準(zhǔn)不統(tǒng)一,容易引發(fā)爭議?
3.檢驗方案切換隨意,缺乏明確規(guī)則?
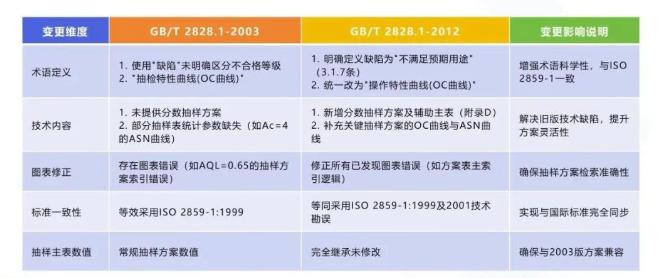
GB/T 2828.1-2012《計數(shù)抽樣檢驗程序》正是解決這些痛點的金鑰匙。作為國內(nèi)廣泛采用的抽樣檢驗標(biāo)準(zhǔn),它用嚴(yán)謹?shù)臄?shù)理統(tǒng)計方法,在質(zhì)量控制和檢驗成本間找到最佳平衡點。
一、為什么必須用統(tǒng)計抽樣?
當(dāng)面對破壞性檢驗(如材料強度測試)或大批量產(chǎn)品時,全檢既不現(xiàn)實也不經(jīng)濟。某電子廠曾因?qū)δ撑涡酒瑢嵤┤珯z,導(dǎo)致成本飆升且交貨延期。而統(tǒng)計抽樣檢驗的核心優(yōu)勢在于:
GB/T 2828.1-2012《計數(shù)抽樣檢驗程序 第 1 部分:按接收質(zhì)量限(AQL)檢索的逐批檢驗抽樣計劃》是我國通用的抽樣檢驗標(biāo)準(zhǔn),核心是通過 “隨機抽樣 + 質(zhì)量判定” 控制整批產(chǎn)品質(zhì)量;而拉力機測試是針對材料 / 產(chǎn)品 “拉伸性能”(如拉力、伸長率、屈服強度)的物理檢測,兩者的銜接邏輯是:通過 GB/T 2828.1 抽取代表性樣本,再用拉力機測試樣本性能,最終依據(jù)樣本合格情況判定整批產(chǎn)品是否可接收。
二、GB/T 2828.1 抽樣檢驗四步操作詳解
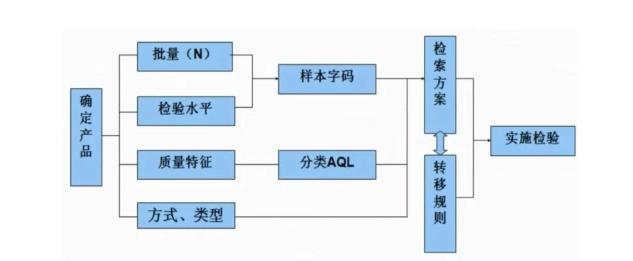
GB/T 2828.1 的核心是 “先明確規(guī)則,再抽樣檢驗,最后判定整批”,四步操作需嚴(yán)格遵循 “要素確定→方案選擇→抽樣實施→判定處理” 的邏輯,每一步均需結(jié)合實際檢驗需求落地。
第一步:確定檢驗核心要素(抽樣前的 “基礎(chǔ)設(shè)定”)
1.抽樣前需明確 5 個關(guān)鍵要素,避免后續(xù)方案混亂,這是整個抽樣的前提:
定義 “檢驗批”(N)
即需要檢驗的 “同一批產(chǎn)品”,需滿足 “同一生產(chǎn)批次、同一規(guī)格型號、同一生產(chǎn)條件”(如同一班生產(chǎn)的 500 個塑料掛鉤為 1 個檢驗批,N=500)。
注意:不可將不同批次、不同規(guī)格的產(chǎn)品混為一個檢驗批,否則會導(dǎo)致樣本不具代表性。
2.明確檢驗項目與質(zhì)量要求
需確定 “檢驗什么” 和 “合格標(biāo)準(zhǔn)”,結(jié)合拉力機測試場景,常見檢驗項目為:
斷裂拉力(如某掛鉤要求≥200N);
伸長率(如某橡膠帶要求斷裂伸長率≥300%);
屈服強度(如某金屬連接件要求屈服強度≥200MPa)。
3.確定接收質(zhì)量限(AQL)
AQL 是 “可接受的最大不合格品率”,是抽樣方案的核心指標(biāo),需由供需雙方協(xié)商確定(或按行業(yè)默認標(biāo)準(zhǔn)),常用 AQL 值為 0.65、1.0、2.5(數(shù)值越小,質(zhì)量要求越嚴(yán)格)。
示例:AQL=1.0 表示 “允許整批產(chǎn)品中最多有 1% 的不合格品”。
4.選擇檢驗水平(IL)
檢驗水平?jīng)Q定 “樣本量與批量的比例”,標(biāo)準(zhǔn)分為兩類:
一般檢驗水平(默認選 II 級):I 級(樣本量小,精度低)、II 級(平衡精度與成本)、III 級(樣本量大,精度高);
特殊檢驗水平(S-1~S-4):僅用于 “樣本破壞后成本高”(如拉力機測試為破壞性測試)或 “批量極小” 的場景,樣本量遠小于一般水平。
示例:批量 N=500,檢驗水平 II 級→后續(xù)查樣本量字碼更精準(zhǔn)。
5.確定檢驗嚴(yán)格度
分為 “正常檢驗”(初始默認)、“加嚴(yán)檢驗”(連續(xù)多批不合格時切換)、“放寬檢驗”(連續(xù)多批合格且質(zhì)量穩(wěn)定時切換),初始階段均從 “正常檢驗” 開始。
第二步:選擇抽樣方案(查標(biāo)準(zhǔn)表確定 “樣本量 + 判定數(shù)”)
根據(jù)第一步確定的 “批量 N、檢驗水平 IL、AQL”,通過 GB/T 2828.1 附錄表檢索抽樣方案,核心是確定 “樣本量 n、接收數(shù) Ac、拒收數(shù) Re”(一次抽樣方案最常用,以下以一次抽樣為例):
檢索步驟(帶示例):
查 “樣本量字碼表”(標(biāo)準(zhǔn)表 1):根據(jù) “批量 N” 和 “檢驗水平 IL” 找到對應(yīng)的 “樣本量字碼”。
示例:批量 N=500,檢驗水平 II 級→字碼為 “H”。
查 “一次正常檢驗抽樣方案表”(標(biāo)準(zhǔn)表 2A):根據(jù) “樣本量字碼” 和 “AQL” 找到 “樣本量 n、Ac、Re”。
示例:字碼 H,AQL=1.0→樣本量 n=50,Ac=2,Re=3(含義:需抽取 50 個樣本,若不合格樣本數(shù)≤2 則接收整批,≥3 則拒收整批)。
特殊情況處理:
若檢索到 “↑”(向上箭頭):需采用箭頭上方的抽樣方案(樣本量更大,更嚴(yán)格);
若檢索到 “↓”(向下箭頭):需采用箭頭下方的抽樣方案(樣本量更小,成本更低)。
第三步:實施抽樣(確保樣本 “隨機 + 代表”)
抽樣的核心是 “隨機抽取,避免人為選擇”,確保樣本能反映整批質(zhì)量,步驟如下:
6.選擇抽樣方法
需符合 “隨機性原則”,常用方法:
簡單隨機抽樣:用隨機數(shù)表、抽簽法(如給 500 個產(chǎn)品編號,隨機抽 50 個編號);
系統(tǒng)抽樣:按固定間隔抽樣(如 500 個產(chǎn)品分 50 組,每組 10 個,每組抽 1 個);
分層抽樣:若批內(nèi)有明顯分層(如不同包裝箱),則每個分層內(nèi)單獨抽樣(如 10 箱產(chǎn)品,每箱抽 5 個)。
抽取樣本并標(biāo)識
按確定的樣本量 n 抽取樣本,每個樣本需貼 “唯一標(biāo)識”(如批號 + 樣本號:20240501-001),避免混淆;同時記錄抽樣信息(抽樣時間、抽樣人、抽樣位置)。
樣本流轉(zhuǎn)至實驗室
將標(biāo)識后的樣本送至拉力機測試實驗室,需注意 “樣本保護”(如避免運輸中損壞、溫濕度影響),確保測試前樣本狀態(tài)與整批一致。
第四步:檢驗判定與整批處理(結(jié)合拉力機測試結(jié)果)
此步驟需先通過拉力機測試樣本性能,統(tǒng)計 “不合格樣本數(shù) d”,再對比 Ac、Re 判定整批:
7.統(tǒng)計不合格樣本數(shù)(d)
對抽取的 n 個樣本逐一進行拉力機測試,若某樣本的拉伸性能未達到質(zhì)量要求(如斷裂拉力<200N),則判定為 “不合格樣本”,最終統(tǒng)計 d(不合格樣本總數(shù))。
整批判定規(guī)則
若 d ≤ Ac:接收該批產(chǎn)品,可正常入庫、銷售;
若 d ≥ Re:拒收該批產(chǎn)品,需啟動后續(xù)處理流程;
(二次 / 多次抽樣方案需按標(biāo)準(zhǔn)追加抽樣,此處略,一次抽樣最常用)。
拒收批處理方式
拒收后需與生產(chǎn)方協(xié)商處理,常見方式:
全檢:對整批產(chǎn)品 100% 用拉力機測試,挑出不合格品,合格品重新提交檢驗;
返工 / 返修:對不合格品修復(fù)后,重新抽樣檢驗;
退貨 / 報廢:若無法修復(fù),直接退貨或報廢。
拉力機測試?yán)煨阅艿脑敿毩鞒?/strong>
拉力機測試是 “破壞性物理檢測”,需嚴(yán)格按產(chǎn)品標(biāo)準(zhǔn)(如 GB/T 1040 塑料拉伸、GB/T 228 金屬拉伸、GB/T 3923 紡織品拉伸)操作,核心是 “控制變量 + 精準(zhǔn)測量”,步驟如下:
第一步:試驗前準(zhǔn)備(確保測試條件合規(guī))
樣品制備(關(guān)鍵:符合標(biāo)準(zhǔn)尺寸)
不同材料的試樣形狀、尺寸需按對應(yīng)產(chǎn)品標(biāo)準(zhǔn)制備,避免因試樣不標(biāo)準(zhǔn)導(dǎo)致結(jié)果偏差:
塑料 / 橡膠:常用 “啞鈴型試樣”(如 GB/T 1040.2 中的 I 型,總長 115mm,有效長度 50mm);
金屬:常用 “矩形 / 圓形試樣”(如 GB/T 228.1 中的比例試樣,直徑 10mm,標(biāo)距 50mm);
紡織品:常用 “條形試樣”(如 GB/T 3923.1 中的 50mm×200mm,夾持長度 100mm)。
要求:每組至少制備 3 個有效試樣(排除破損、尺寸超差的試樣),用卡尺精準(zhǔn)測量試樣的寬度、厚度(計算截面積,用于強度計算)。
2.拉力機校準(zhǔn)與檢查
拉力機需定期(每年 1 次,或每測試 1000 次)由計量機構(gòu)校準(zhǔn),測試前需確認:
力值校準(zhǔn):校準(zhǔn)證書在有效期內(nèi),空載時力值顯示為 0(若有偏差需調(diào)零);
伸長率校準(zhǔn):用標(biāo)準(zhǔn)量塊校準(zhǔn)引申計(測量伸長量的部件),確保伸長率誤差≤±1%;
夾具檢查:上下夾具無磨損、夾持面清潔(若測試紡織品需墊橡膠片防打滑,測試金屬需用平口夾具)。

雙柱拉力機示意圖
環(huán)境控制(影響材料性能)
不同材料對溫濕度敏感,需按標(biāo)準(zhǔn)控制試驗環(huán)境:
塑料 / 橡膠:溫度(23±2)℃,相對濕度(50±5)% RH;
金屬:溫度(20±5)℃,無強制濕度要求;
紡織品:溫度(20±2)℃,相對濕度(65±4)% RH。
需提前將試樣在該環(huán)境中放置 24h(狀態(tài)調(diào)節(jié)),確保試樣與環(huán)境平衡。

夾具夾持試樣示意圖
第二步:試樣安裝(避免 “對中偏差”)
1.啟動設(shè)備與選擇方法
打開拉力機主機和配套軟件,選擇對應(yīng)的 “拉伸試驗方法”(如 “GB/T 1040.1-2006 塑料拉伸”),軟件會自動加載該方法的默認參數(shù)(可后續(xù)調(diào)整)。
2.夾持試樣(核心:對中 + 力度適中)
先將試樣下端夾入 “下夾具”,調(diào)整夾具高度,使試樣自然下垂(無預(yù)拉力);
再將試樣上端夾入 “上夾具”,確保試樣的 “軸線與上下夾具的中心線重合”(若歪斜,會導(dǎo)致力值偏小、斷裂位置偏移);
3.夾持力度:以試樣不打滑、不被夾傷為宜(如測試塑料時,夾具壓力調(diào)至 0.5MPa;測試金屬時調(diào)至 1.0MPa,具體按材料調(diào)整)。
4.設(shè)置測量點(針對伸長率)
若需測試伸長率,需在試樣的 “有效標(biāo)距段”(如啞鈴型試樣的中間平行段)粘貼 “引伸計標(biāo)記”,或直接將引伸計夾在標(biāo)距兩端(引伸計精度需≥0.5 級)。

單柱拉力機示意圖
第三步:試驗參數(shù)設(shè)置(按標(biāo)準(zhǔn)匹配)
1.根據(jù)產(chǎn)品標(biāo)準(zhǔn)設(shè)置關(guān)鍵參數(shù),參數(shù)錯誤會直接導(dǎo)致結(jié)果無效:

第四步:啟動試驗與數(shù)據(jù)記錄
1.啟動試驗
點擊軟件 “開始” 按鈕,拉力機上夾具勻速向上移動(或下夾具向下移動),拉伸試樣;試驗過程中觀察試樣狀態(tài):
正常情況:試樣在 “有效標(biāo)距段” 斷裂(結(jié)果有效);
異常情況:試樣在夾具附近斷裂(因夾持應(yīng)力集中,結(jié)果無效,需重新測試)、試樣打滑(需調(diào)大夾具壓力后重試)。
數(shù)據(jù)自動記錄
試樣斷裂后,設(shè)備自動停止,軟件生成 “試驗報告”,包含:
原始數(shù)據(jù):每個試樣的最大拉力、斷裂伸長率、測試時間;
曲線圖表:力 - 位移曲線(可直觀看到屈服點、斷裂點);
環(huán)境信息:測試時的溫濕度、設(shè)備編號、校準(zhǔn)證書號。
第五步:結(jié)果分析與判定(關(guān)聯(lián)抽樣檢驗)
1.數(shù)據(jù)處理(排除異常值)
對同組 3 個以上有效試樣的測試結(jié)果取 “算術(shù)平均值”,若某試樣結(jié)果與平均值偏差>10%(或按標(biāo)準(zhǔn)規(guī)定),則判定為 “異常值”,需剔除后重新計算平均值(需補充測試至有效試樣數(shù)≥3)。
示例:3 個塑料試樣的斷裂拉力分別為 220N、230N、180N(偏差 21%,異常值)→剔除 180N,補充測試 1 個得 225N→最終平均值(220+230+225)/3=225N。
樣本合格判定
將平均值與 “檢驗質(zhì)量要求” 對比:
若平均值≥要求值(如 225N≥200N)→該樣本合格;
若平均值<要求值→該樣本不合格。
反饋至抽樣檢驗
統(tǒng)計所有 n 個樣本中的 “不合格樣本數(shù) d”,回到 GB/T 2828.1 的 “第四步判定”,最終確定整批產(chǎn)品是否可接收。
關(guān)鍵注意事項(避免常見錯誤)
抽樣隨機性:嚴(yán)禁 “只抽外觀合格的樣本”,否則會導(dǎo)致 “合格批誤判為拒收批” 或 “拒收批誤判為合格批”;
拉力機校準(zhǔn):未校準(zhǔn)的拉力機力值誤差可能超 10%,會直接導(dǎo)致樣本合格 / 不合格判定錯誤;
試樣制備:尺寸偏差(如塑料試樣厚度少 0.1mm)會導(dǎo)致拉力值偏小,需用精度 0.01mm 的卡尺測量;
環(huán)境控制:如橡膠在低溫下拉伸性能會變差,若未進行狀態(tài)調(diào)節(jié),會導(dǎo)致不合格樣本數(shù)虛高。
【本文標(biāo)簽】:2828.1,抽樣,檢驗,四步,操作,詳解,與,拉力機,測試
【責(zé)任編輯】:天氏庫力 版權(quán)所有:http://www.bjzzk.com.cn/轉(zhuǎn)載請注明出處


掃一掃!(手機二維碼)






